
工程能力とは?基礎や工程能力指数の計算式を5つのステップでご解説!

工程能力とは、定められた規格の限度内で製品を生産できる能力のことです。製造業では安定した生産を行う上で重要な能力の一つです。この評価指標は工程能力指数と言われています。工程能力指数は、実際に製造業の現場内でもよく使われています。
「工程能力指数を1.33以上にするために、管理を徹底しよう」
「工程能力指数を1.67以上にすることを目標にしよう」
というような言葉を聞いたことのある人も、多いのではないでしょうか。今回は、工程能力の基礎と工程能力指数の計算式を5つのステップで解説します。誰でも簡単に理解できるように、最後には工程能力指数による工程能力の判断基準もまとめているため、ご参考にしてみてください。
工程能力とは
製造業では、高品質な製品を作るのは当然ですが、その品質を安定して製造することが求められます。しかし、実際は品質には必ずばらつきが生じるものです。
このように各製造工程における品質を、定量的に評価した結果の能力のことを工程能力と言います。
工程能力の指標が役に立つのは、具体的には以下のようなときです。
- 検査工程にて検査頻度の見直し
- 新規ラインの立上げ時の評価
- 製造方法の変更などの品質評価
工程能力の指数は高いほど、良い品質管理状態であるといえます。客観的な数値データとして工程能力が低いことが判明すれば、すぐに改善を進められます。
改善活動中や評価後も、工程能力の指数にて判断できるため、品質管理向上に大きく貢献する指標となります。
工程能力指数とは
工程能力指数とは、各製造工程の工程能力を表す指標のことです。工程能力指数により各製造工程の、品質対応能力が明確になります。具体的にいうと、工程能力指数は規格幅における実際の測定値のばらつきを比較した数値です。
一般的には製品には品質管理を行う上で上限規格値と下限規格値があります。
上限規格値と下限規格値の限度内を規格幅といい、この中で生じている品質のばらつきの幅を計算することで、品質管理状況を導き出すのが工程能力指数です。
また、工程能力指数には「Cp」と「Cpk」の2種類があります。
混合されているケースもありますが、Cpkの計算式の方がCpのズレを補正したものである点で、正確な指標となることが多いです。
工程能力指数(Cp)の計算式
Cpは上限規格値と下限規格値の範囲(幅)に対して、測定値のばらつきの大きさ(幅)がどの程度あるかを表します。ばらつきの大きさ(幅)を見ているため、規格は関係ない数値になることが特徴です。
Cpの計算式は、以下になります。
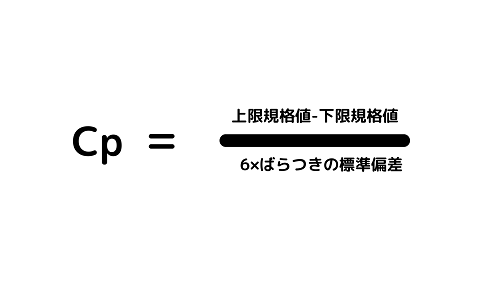
標準偏差とは、測定を繰り返したときに、どのくらいばらつきがあるかを示す値です。ばらつきが小さいほどCpは大きくなり、工程能力が高いことを意味します。ただし、Cpの計算式では測定値のばらつきの大きさのみで判断しているため、平均値が規格限度内のどこにあるかは考慮していません。
仮に測定値が規格限度の外にあっても、ばらつきさえ小さければ、工程能力が高いという数値を出してしまうことがデメリットです。
4.工程能力指数(Cpk)の計算式
Cpkは、上限規格値と下限規格値の範囲(幅)に対して、測定値のばらつき(幅)がどの位置にあるかを表します。Cpの偏りやズレを補正した計算式であることが特徴です。測定値のばらつきの大きさのみで判断せず、平均値が規格限度内のどこにあるかを考慮します。
Cpkの計算式は、以下になります。
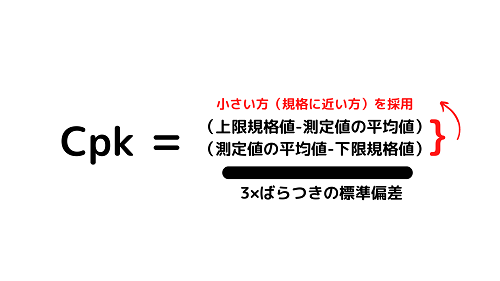
Cpkのkは偏りを意味しており、平均値が規格限度内の中心に近いほど、工程能力が高いことを意味します。
5.工程能力指数による工程能力の判断方法
最後は、工程能力指数であるCp、Cpkによる工程能力の判断方法です。工程能力の判断基準は、以下のようになります。
| 工程能力指数 (Cp、Cpkの値) |
工程能力の判断 | 処置 |
|---|---|---|
| Cp≧1.67 | 工程能力は十分すぎる | 製品のばらつきが大きくなっても問題はない管理の簡素化や低減方法を考えること |
| 1.67>Cp≧1.33 | 工程能力は十分 | 理想的な状態なので維持を目指す |
| 1.33>Cp≧1.00 | 工程能力は十分とはいえない | 工程管理をしっかり行うことCpが1に近づくと不良品発生の恐れがあるため要注意 |
| 1.00>Cp≧0.67 | 工程能力は不足 | 不良品が発生している状態工程管理・改善を徹底すること |
| 0.67>Cp | 工程能力は大きく不足している | 品質が著しく低い原因の追求と改善をすぐに行うべき規格の再検討も視野にいれること |
工程能力指数が1.33以上あれば、工程能力は十分です。この値であれば規格外れが出る確率は、大体0.006%くらいになります。つまり、工程能力指数1.33を達成していれば、不良率約0.006%の工程を維持できているということになります。
工程能力指数が1.67を越えると、工程能力は十分すぎる判断になります。一見、理想的なようですが、これは過剰品質状態であるともいえます。管理の簡素化や管理コストを見直す状態でもあるのです。一般的には、工程能力指数1.33前後であれば、その工程の品質対応能力は十分高いことになります。
工程能力は品質管理に役立つ指標の一つ(まとめ)
製造業の各工程における工程能力を知ることは、品質管理に大いに役立ちます。
工程能力指数を使う場面はいくつかありますが、検査頻度の見直しや新規ライン立上げ時の評価、製造方法の変更などの品質評価には、特に活用できます。工程能力指数には「Cp」と「Cpk」の2種類があり、混合されていることもあります。
Cpkの計算式はCpのズレを補正したものであるため、正確な指標となることが多く、全く違うものとなっています。工程能力指数による工程能力の判断基準では、工程能力指数1.33以上で十分な値です。製造業の現場で目標とするならば、工程能力指数1.33を達成し、維持できるよう努めましょう。
今日のポイント
- 工程能力とは、定められた規格の限度内で製品を生産できる能力のこと
- 工程能力指数とは、各製造工程の工程能力を表す指標のこと
- Cpは上限規格値と下限規格値の範囲(幅)に対して、測定値のばらつきの大きさ(幅)がどの程度あるかを表したもの
- Cpkは上限規格値と下限規格値の範囲(幅)に対して、測定値のばらつき(幅)がどの位置にあるかを表したもの
- 工程能力の判断基準では工程能力指数が1.33以上あれば工程能力は十分
製造業のDXはあおい技研
株式会社あおい技研は、製造業に特化した業務改善コンサルティングを提供し、製造現場のDX推進をサポートします。80以上の製造現場での診断や改善の経験を活かし、お客様に合ったDX戦略を提案します。
データ分析、業務効率化システムの開発、現場のデジタル化などを通じて、お客様の業務改善と生産性向上を支援します。
製造業のDXについては、あおい技研にご相談ください。
関連記事
-

部分最適とは?メリット3つとデメリットを徹底解説!進めるポイントも
2024年10月3日
-

制約理論を初心者向けにわかりやすく解説【業務改善手順の5ステップ】
2023年11月6日
-

製造業DXが進まない理由3つ|進めるときのポイント
2024年6月13日
-

性能稼働率の求め方を初心者向けに解説【影響するロス3つ】
2023年10月13日
-

在庫管理を見える化する方法3つ|メリットとExcelの活用事例も
2022年4月1日
-

業務の見直しをする方法5つと注意点【改善ネタ・アイデア出しの参考になる】
2024年7月9日
-
工場経営の課題は現場に現れる!人手不足・属人化を解消する動線と配置
2026年2月26日
-
工場の動線は「一筆書き」が基本!ムダのないレイアウトへ改善
2023年8月4日
-

仕事の効率化をするときにやってはいけないこと4つ|大切な考え方
2023年3月20日
カテゴリー
- IT化
- QCD
- QCサークル
- コスト削減
- コンサルタント
- スマートファクトリー
- ボトルネック工程
- 中小企業
- 労働生産性
- 合理化
- 品質担保
- 品質管理
- 在庫管理
- 工場IoT
- 工場効率化
- 工程管理
- 工程管理システム
- 投入資源
- 業務効率
- 業務改善
- 生産ライン
- 生産性向上
- 生産管理
- 生産管理システム
- 経費削減
- 製造業
- 製造業 DX
- 製造業IoT
- 見える化
- 設備管理
新着コラム
-
 2026年3月30日
2026年3月30日工場診断で何がわかる?項目・流れ・無料と有料の違いを解説
-
 2026年3月27日
2026年3月27日工場のコストダウン施策10選┃削減しやすい費目とは?
-
 2026年2月26日
2026年2月26日工場経営の課題は現場に現れる!人手不足・属人化を解消する動線と配置
-
 2026年2月26日
2026年2月26日現場の作業効率を上げる5つの方法!製造業での事例も紹介
-
 2026年2月26日
2026年2月26日工場の見える化、どこから手をつけるべき?流れ・失敗ポイントを解説
-
 2026年1月29日
2026年1月29日工場の寒さ対策をコスト別に紹介!現場に寒い思いをさせないために
-
 2025年12月16日
2025年12月16日コンタミ(コンタミネーション)とは?製造現場でのリスクと対策
-
 2025年11月28日
2025年11月28日これで通る!改善提案書の書き方をテンプレートと例文で紹介
-
 2025年11月28日
2025年11月28日QCとQAの違いは責任・時間軸・業務範囲の3点!それぞれ解説
-
 2025年11月28日
2025年11月28日PQCDSMEとは?QCDとの違いや現場へ落とし込む視点